


|
| Quantidade mínima: | 30 quilogramas |
| preço: | USD13~85/kg |
| embalagem padrão: | paletes |
| Período de entrega: | Depende da quantidade a ser ordenada. |
| método de pagamento: | por T/T ou por L/C, Western Union |
| Capacidade de abastecimento: | 5000 toneladas pelo ano |
Carcaça profissional Níquel-baseada de aço inoxidável do metal da liga de Hastelloy C276 para o equipamento marinho EB3532
![]()
Monel é a designação comum para um grupo de carcaças baixas do níquel e de ligas de níquel, composto primeiramente do níquel e do cobre, com pequenas quantidades de ferro, de manganês, de carbono, e de silicone. O níquel mais fortemente do que puro, ligas de Monel é resistente à corrosão por muitos agentes, incluindo o seawater rapidamente de fluxo. Comparado ao aço, Monel é muito difícil fazer à máquina muito rapidamente como ele trabalho-fortaleceres. Precisa de ser girado e trabalhado em velocidades lentas e em baixas taxas de alimentação.
Nível de qualidade: Conforme o padrão & standard internacionais nacionais.
Faz sob medida disponível: Conforme seus desenhos.
Campo da aplicação: Válvula Seat, luva de rolamento, eixo da bomba, anel seeling, gaskt do desgaste, carregando o arbusto, dados expulsando quentes, lâmina de turbina do vapor, indústria de transformação alimentar, porta da válvula, placa da válvula, anel do assento de válvula, indústria dental.
Categoria material:
Pó que solda (PW)
Usado para depositar a base e o carboneto do níquel que contêm ligas, é igualmente apropriado para ligas do cobalto, alterado especialmente no formulário do pó. O processo é apropriado para enfrentar a maioria de aços, ferro do custo, base do níquel e algumas ligas baixas de cobre.
Os pós usados são aplicados em umas mais baixas temperaturas do que a haste, e o processo é ideal para aplicações tais como grânulos estreitos ou acumulação da borda fornecer o desgaste pequeno - áreas resistentes, e para a superfície do ferro fundido. A temperatura mais baixa conduz levemente a menos escamação e distorção do que com aplicações da haste.
Pulverizador e fusível (SF)
----Processo do revestimento de pulverizador de Ultrosonic
O pulverizador e o fusível são um processo de duas fases, a liga de pó que está sendo pulverizada na posição com pulverizar as chamas e fundida então com um oxy-acetileno ou uma tocha similar, ou em uma fornalha do vácuo. O processo usa o cobalto especialmente alterado e as ligas e o carboneto baixos do níquel que contêm as categorias de pós, depositando (I milímetro a 3mm) as camadas lisas, finas de ligas de cobalt alloy ou de DELORO, ligadas metalùrgica à carcaça.
Pulverização de plasma
A pulverização de plasma é apropriada para a maioria de ligas baixas do cobalto, do níquel e do ferro, mais muito uma vasta gama de cerâmica, de compostos e de carbonetos. O processo pode ser usado na maioria de materiais, que podem ser preparados pelo sopro de grão. Os depósitos estão finos (0.1mm a 0.2mm), a um alto densidade (que aproxima 99% com o equipamento mais novo do plasma do de alta energia), e desde que a carcaça apenas ligeiramente é aquecida, podem ser aplicados com um mínimo de distorção. Contudo, os revestimentos não são folhas de prova soldadas fusão, e são ligados somente mecanicamente à carcaça.
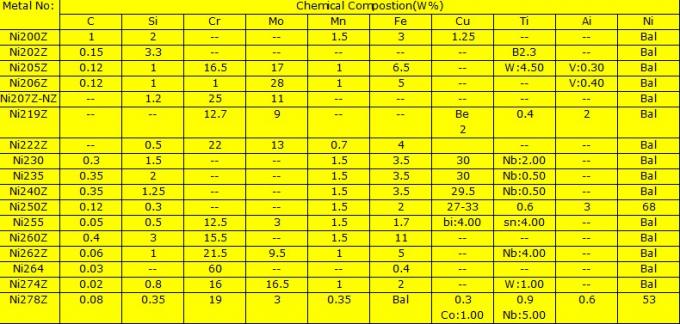
Tabela 1: Ligas padrão da base do níquel
Soldadura da folha de prova da liga de cobalt alloy
| Hastelloy C22® (UNS N06022) (máximo) | |||||||||||
| C | Manganês | P | S | Si | Cr | Ni | Mo | CO | Fe | W | V |
| 0,015 | 0,5 | 0,02 | 0,02 | 0,08 | 20.0-22.5 | Bal. | 12.5-14.5 | 2,5 | 2.0-6.0 | 2.5-3.5 | 0,35 |
| Hastelloy C276® (UNS N10276) (máximo) | |||||||||||
| C | Manganês | P | S | Si | Cr | Ni | Mo | CO | Fe | W | V |
| 0,01 | 1 | 0,04 | 0,03 | 0,08 | 14.5-16.5 | Bal. | 15.0-17.0 | 2,5 | 4.0-7.0 | 3.0-4.5 | 0,35 |
| Hastelloyx® (UNS N06002) (máximo) | |||||||||||
| C | Manganês | P | S | Si | Cr | Ni | Mo | CO | Fe | W | outro |
| 0.05-0.15 | 1 | 0,04 | 0,03 | 1 | 20.5-23.0 | Bal. | 8.0-10.0 | 0.5-2.5 | 17.0-20.0 | 0.2-1.0 | / |
| Monel 400® (UNS NO4400) (máximo) |
|||||||||||
| C | Manganês | S | Si | Ni | Cu | Fe | |||||
| 0,3 | 2 | 0,024 | 0,5 | minuto 63 | 28-34 | 2,5 | |||||
| Monel M400® (UNS NO4400) (máximo) |
|||||||||||
| C | Manganês | S | Si | Ni | Cu | Fe | |||||
| 0,3 | 2 | 0,024 | 0,5 | 63-70 | 28-34 | 2,5 | |||||
| Monel R405® (UNS NO4405) (máximo) |
|||||||||||
| C | Manganês | S | Si | Ni | Cu | Fe | |||||
| 0,3 | 2 | 0.025-0.06 | 0,5 | 63.0min | 28-34 | 2,5 | |||||
| Monel K500® (UNS NO5500) (máximo) |
|||||||||||
| C | Manganês | S | Si | Ni | Cu | Si | AI | Fe | |||
| 0,1 | 2 | 0,01 | 0,5 | 63min | 27-33 | 0,86 | 2.3-3.15 | 2 | |||
| Inconel 600 (UNS NO6600) (máximo) | |||||||||||
| C | Manganês | S | Si | Cr | Ni | Cu | Fe | ||||
| 0,15 | 1 | 0,015 | 0,5 | 14-17 | minuto 72 | 0,5 | 6.0-10.0 | ||||
| Inconel 601 (UNS NO6601) (máximo) | |||||||||||
| C | Manganês | Si | Cr | Ni | CO | AI | Fe | ||||
| 0,05 | 0,3 | 0,2 | 22,5 | 61.5min | 5 | 1,4 | 14,1 | ||||
| Inconel 718 (UNS NO7718) (máximo) | |||||||||||
| Cr | Ni | Mo | CO | Cb+Ta | Si | AI | Fe | ||||
| 19 | 52.5min | 3,05 | 5 | 5,13 | 0,9 | 0,5 | 18,5 | ||||
| Análise química dos uns de Incoloy 800® (N08800) | |||||||||||
| C | Cr | Ni | Si | AI | Fe | Grão | |||||
| 0,1 máximo | 19.0-23.0 | 30.0-35.0 | 0.15-0.6 | 0.15-0.6 | 39.5min | / | |||||
| Incoloy800H® UNS (N08810) | |||||||||||
| C | Cr | Ni | Si | AI | Fe | Grão | |||||
| 0.05-0.1 | 19.0-23.0 | 30.0-35.0 | 0.15-0.60 | 0.15-0.60 | 39.5min | 5or mais grosseiro | |||||
| Incoloy800HT® UNS (N08811) | |||||||||||
| C | Cr | Ni | Si | AI | Fe | Grão | |||||
| 0.06-0.10 | 19.0-23.0 | 30.0-35.0 | 0.25-0.60 | 0.25-0.60 | 39.5min | 5or mais grosseiro | |||||
Etapa 1: Obtendo ordens.
Etapa 2: Projeto de processo pelo departamento técnico
Etapa 3: Compra das matérias primas e do teste padrão que fazem &checking
Etapa 4: Inspeção das matérias primas
Etapa 5: Derretimento por fornalhas de indução da médio-frequência
Etapa 6: Análise de concha pelo espectrómetro
Etapa 7: De-oxidization, escória-remoção, batendo
Etapa 8: Derramamento
Etapa 9: Abertura & arrumação
Etapa 10: Verificação de superfície & dimensional
Etapa 11: Tratamento térmico
Etapa 12: Inspeção da propriedade física (teste de UT, teste da TA, dureza, µstructure do valor do impacto)
Etapa 13: Embalagem
Etapa 14: Envio
![]()
1. experiência da operação da fundição 18-year.
2. Uma comunicação técnica & comercial eficiente amigável & alta.
3. Práticas profissionais da exportação: Exportaram para +60 países ultramarinos.
Nossa feira profissional ![]()
Nossa cabine não 14-A29-5 em Newcast 2015, Alemanha
Salão 14, suporte No.A29-5.
Contacte-nos para mais informações sobre dos produtos & preste-os serviços de manutenção:
Mr.John Liu
Gestor de projeto
Pilha: 0086-130 930 23772 (o que é App)
Telefone: 0086-188 0059 6372
Fax: 0086-510-6879 2172
E-mail: cast@ebcasting.com; ebcastings@163.com
Identificação de Skype: julia.zhu26
QQ: 217 039 6403
Carcaça eterno da liga da felicidade & forjamento Co., LTD.
Adicione.: Parque da J-Sci-tecnologia, distrito de Binhu, Wuxi, 214122, Jiangsu, China
|
|
| Quantidade mínima: | 30 quilogramas |
| preço: | USD13~85/kg |
| embalagem padrão: | paletes |
| Período de entrega: | Depende da quantidade a ser ordenada. |
| método de pagamento: | por T/T ou por L/C, Western Union |
| Capacidade de abastecimento: | 5000 toneladas pelo ano |
Carcaça profissional Níquel-baseada de aço inoxidável do metal da liga de Hastelloy C276 para o equipamento marinho EB3532
![]()
Monel é a designação comum para um grupo de carcaças baixas do níquel e de ligas de níquel, composto primeiramente do níquel e do cobre, com pequenas quantidades de ferro, de manganês, de carbono, e de silicone. O níquel mais fortemente do que puro, ligas de Monel é resistente à corrosão por muitos agentes, incluindo o seawater rapidamente de fluxo. Comparado ao aço, Monel é muito difícil fazer à máquina muito rapidamente como ele trabalho-fortaleceres. Precisa de ser girado e trabalhado em velocidades lentas e em baixas taxas de alimentação.
Nível de qualidade: Conforme o padrão & standard internacionais nacionais.
Faz sob medida disponível: Conforme seus desenhos.
Campo da aplicação: Válvula Seat, luva de rolamento, eixo da bomba, anel seeling, gaskt do desgaste, carregando o arbusto, dados expulsando quentes, lâmina de turbina do vapor, indústria de transformação alimentar, porta da válvula, placa da válvula, anel do assento de válvula, indústria dental.
Categoria material:
Pó que solda (PW)
Usado para depositar a base e o carboneto do níquel que contêm ligas, é igualmente apropriado para ligas do cobalto, alterado especialmente no formulário do pó. O processo é apropriado para enfrentar a maioria de aços, ferro do custo, base do níquel e algumas ligas baixas de cobre.
Os pós usados são aplicados em umas mais baixas temperaturas do que a haste, e o processo é ideal para aplicações tais como grânulos estreitos ou acumulação da borda fornecer o desgaste pequeno - áreas resistentes, e para a superfície do ferro fundido. A temperatura mais baixa conduz levemente a menos escamação e distorção do que com aplicações da haste.
Pulverizador e fusível (SF)
----Processo do revestimento de pulverizador de Ultrosonic
O pulverizador e o fusível são um processo de duas fases, a liga de pó que está sendo pulverizada na posição com pulverizar as chamas e fundida então com um oxy-acetileno ou uma tocha similar, ou em uma fornalha do vácuo. O processo usa o cobalto especialmente alterado e as ligas e o carboneto baixos do níquel que contêm as categorias de pós, depositando (I milímetro a 3mm) as camadas lisas, finas de ligas de cobalt alloy ou de DELORO, ligadas metalùrgica à carcaça.
Pulverização de plasma
A pulverização de plasma é apropriada para a maioria de ligas baixas do cobalto, do níquel e do ferro, mais muito uma vasta gama de cerâmica, de compostos e de carbonetos. O processo pode ser usado na maioria de materiais, que podem ser preparados pelo sopro de grão. Os depósitos estão finos (0.1mm a 0.2mm), a um alto densidade (que aproxima 99% com o equipamento mais novo do plasma do de alta energia), e desde que a carcaça apenas ligeiramente é aquecida, podem ser aplicados com um mínimo de distorção. Contudo, os revestimentos não são folhas de prova soldadas fusão, e são ligados somente mecanicamente à carcaça.
Tabela 1: Ligas padrão da base do níquel
Soldadura da folha de prova da liga de cobalt alloy
| Hastelloy C22® (UNS N06022) (máximo) | |||||||||||
| C | Manganês | P | S | Si | Cr | Ni | Mo | CO | Fe | W | V |
| 0,015 | 0,5 | 0,02 | 0,02 | 0,08 | 20.0-22.5 | Bal. | 12.5-14.5 | 2,5 | 2.0-6.0 | 2.5-3.5 | 0,35 |
| Hastelloy C276® (UNS N10276) (máximo) | |||||||||||
| C | Manganês | P | S | Si | Cr | Ni | Mo | CO | Fe | W | V |
| 0,01 | 1 | 0,04 | 0,03 | 0,08 | 14.5-16.5 | Bal. | 15.0-17.0 | 2,5 | 4.0-7.0 | 3.0-4.5 | 0,35 |
| Hastelloyx® (UNS N06002) (máximo) | |||||||||||
| C | Manganês | P | S | Si | Cr | Ni | Mo | CO | Fe | W | outro |
| 0.05-0.15 | 1 | 0,04 | 0,03 | 1 | 20.5-23.0 | Bal. | 8.0-10.0 | 0.5-2.5 | 17.0-20.0 | 0.2-1.0 | / |
| Monel 400® (UNS NO4400) (máximo) |
|||||||||||
| C | Manganês | S | Si | Ni | Cu | Fe | |||||
| 0,3 | 2 | 0,024 | 0,5 | minuto 63 | 28-34 | 2,5 | |||||
| Monel M400® (UNS NO4400) (máximo) |
|||||||||||
| C | Manganês | S | Si | Ni | Cu | Fe | |||||
| 0,3 | 2 | 0,024 | 0,5 | 63-70 | 28-34 | 2,5 | |||||
| Monel R405® (UNS NO4405) (máximo) |
|||||||||||
| C | Manganês | S | Si | Ni | Cu | Fe | |||||
| 0,3 | 2 | 0.025-0.06 | 0,5 | 63.0min | 28-34 | 2,5 | |||||
| Monel K500® (UNS NO5500) (máximo) |
|||||||||||
| C | Manganês | S | Si | Ni | Cu | Si | AI | Fe | |||
| 0,1 | 2 | 0,01 | 0,5 | 63min | 27-33 | 0,86 | 2.3-3.15 | 2 | |||
| Inconel 600 (UNS NO6600) (máximo) | |||||||||||
| C | Manganês | S | Si | Cr | Ni | Cu | Fe | ||||
| 0,15 | 1 | 0,015 | 0,5 | 14-17 | minuto 72 | 0,5 | 6.0-10.0 | ||||
| Inconel 601 (UNS NO6601) (máximo) | |||||||||||
| C | Manganês | Si | Cr | Ni | CO | AI | Fe | ||||
| 0,05 | 0,3 | 0,2 | 22,5 | 61.5min | 5 | 1,4 | 14,1 | ||||
| Inconel 718 (UNS NO7718) (máximo) | |||||||||||
| Cr | Ni | Mo | CO | Cb+Ta | Si | AI | Fe | ||||
| 19 | 52.5min | 3,05 | 5 | 5,13 | 0,9 | 0,5 | 18,5 | ||||
| Análise química dos uns de Incoloy 800® (N08800) | |||||||||||
| C | Cr | Ni | Si | AI | Fe | Grão | |||||
| 0,1 máximo | 19.0-23.0 | 30.0-35.0 | 0.15-0.6 | 0.15-0.6 | 39.5min | / | |||||
| Incoloy800H® UNS (N08810) | |||||||||||
| C | Cr | Ni | Si | AI | Fe | Grão | |||||
| 0.05-0.1 | 19.0-23.0 | 30.0-35.0 | 0.15-0.60 | 0.15-0.60 | 39.5min | 5or mais grosseiro | |||||
| Incoloy800HT® UNS (N08811) | |||||||||||
| C | Cr | Ni | Si | AI | Fe | Grão | |||||
| 0.06-0.10 | 19.0-23.0 | 30.0-35.0 | 0.25-0.60 | 0.25-0.60 | 39.5min | 5or mais grosseiro | |||||
Etapa 1: Obtendo ordens.
Etapa 2: Projeto de processo pelo departamento técnico
Etapa 3: Compra das matérias primas e do teste padrão que fazem &checking
Etapa 4: Inspeção das matérias primas
Etapa 5: Derretimento por fornalhas de indução da médio-frequência
Etapa 6: Análise de concha pelo espectrómetro
Etapa 7: De-oxidization, escória-remoção, batendo
Etapa 8: Derramamento
Etapa 9: Abertura & arrumação
Etapa 10: Verificação de superfície & dimensional
Etapa 11: Tratamento térmico
Etapa 12: Inspeção da propriedade física (teste de UT, teste da TA, dureza, µstructure do valor do impacto)
Etapa 13: Embalagem
Etapa 14: Envio
![]()
1. experiência da operação da fundição 18-year.
2. Uma comunicação técnica & comercial eficiente amigável & alta.
3. Práticas profissionais da exportação: Exportaram para +60 países ultramarinos.
Nossa feira profissional ![]()
Nossa cabine não 14-A29-5 em Newcast 2015, Alemanha
Salão 14, suporte No.A29-5.
Contacte-nos para mais informações sobre dos produtos & preste-os serviços de manutenção:
Mr.John Liu
Gestor de projeto
Pilha: 0086-130 930 23772 (o que é App)
Telefone: 0086-188 0059 6372
Fax: 0086-510-6879 2172
E-mail: cast@ebcasting.com; ebcastings@163.com
Identificação de Skype: julia.zhu26
QQ: 217 039 6403
Carcaça eterno da liga da felicidade & forjamento Co., LTD.
Adicione.: Parque da J-Sci-tecnologia, distrito de Binhu, Wuxi, 214122, Jiangsu, China

